粘土の亀裂

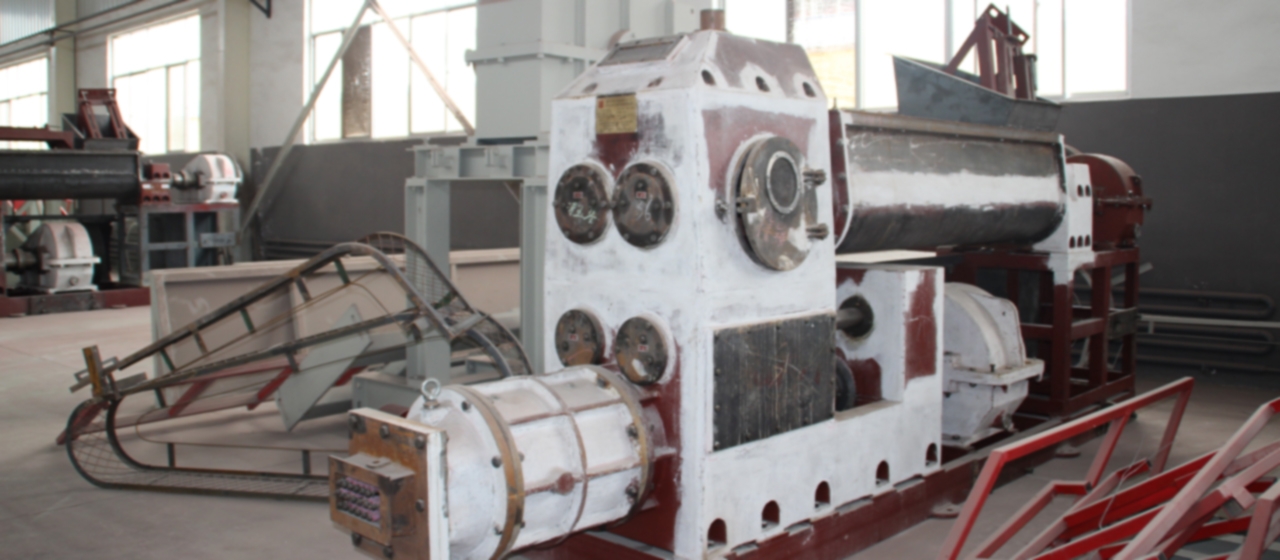
もちろん, 押出機の無理な性能や構造により発生するクラックの種類は多岐にわたります。, 押出機の速度問題など. 河南省の特定地域で使用される粘土は、可塑性指数が高く、乾燥収縮が大きい. しかし, 石炭脈石修正を追加した後, 乾燥収縮値はまだ許容範囲内です. 根本原因は依然として押出装置の問題です. よく知られているように, 最新の押出機は、押出泥タンクの直径を継続的に拡大しています。, ネジカッターのピッチも増加しています. しかし, ピッチが上がるにつれて, スパイラルカッターの回転速度もそれに応じて低下するはずです. 工場で使用されている押出機泥シリンダーの直径は500mmです, しかし、そのスピンドル速度は予想外に 50r 近くに達します。. 午後; 泥土の押し出し速度を向上させるため, スパイラルカッターヘッドの補助刃も幅150mm未満にカットしました. エクストルーダーヘッドは激しい発熱を伴います, レンガの品質を危険にさらした. 新しいスパイラルカッターに交換した場合 (それも無理がある), 亀裂の位置や形が変化する. 写真のひびの入ったレンガや日干しレンガには、一定の規則性のあるひび割れがあります。, これは押出装置に問題があるはずです. したがって, 押出装置を選ぶとき, 特に “一回発射” プロセス, 安い価格だけを求めてはいけません, 費用対効果も考慮してください. このような問題を抱えた押出機を選択すると、生産後のロスが大きくなります. さらに重要なことには, 自社の原材料と生産される製品の性能を考慮することが重要です, 押出機のタイプに適応します, と “自分に合ったものが一番いい。”.
上記の例はすべて固体レンガに関するものです, なぜなら過去20年間に, ほとんどの押出機メーカーは主に中空製品の成形に重点を置いています。, 最新の押出機による固体レンガの押出を無視しながら. 中空レンガをスムーズに押し出すことができる押出機でも、必ずしも良質な固体レンガ本体を押し出すことができるとは限りません。. 確かに, 業界における中空製品の押出は問題ありません, しかし、固体レンガの押し出しには問題があります. 製品が異なれば、押出機に対する要件も異なることがわかります。. よく知られているように, 押し出された粘土棒の中央部分は一般的により速く動きます, 中空レンガのコアフレームは中央の抵抗を増加させることができます, 粘土棒セクションの流速のバランスをとる. しかし、固体レンガを押し出すときは, 中央部分はスパイラルパターンをより速く簡単に形成できます。. スパイラルカッターヘッドの構造に無理がある場合, ビレットに亀裂や欠陥が発生する可能性が高くなります. 特に化粧レンガの押出成形に, マッドバー断面の流速バランスをとる必要がある.
西ヨーロッパ先進国の教科書に, ビレットのクラックの原因も2種類に分けられる: 1 つはビレットにすでに存在する押出装置によって引き起こされます。; もう一つの理由は、乾燥プロセスの発生です。. したがって, ビレットに亀裂が入った場合, 最初のステップは原因を正確に区別することです, 原因が装置にあるのか、乾燥プロセスにあるのか.
押出機によって発生する亀裂は、ビレットの内部応力によって発生する亀裂とも言えます。 (コアフレームクラック含む). いわゆる内部応力亀裂は、ビレットの成形工程における押出圧力の不均一な分布とマッドバー部分の流速の不均一によって発生します。, ビレット内部に内部応力を形成します. 乾燥工程中, 亀裂が現れる, 機器を調整または改造する必要があります.