Precauzioni per la produzione di mattoni forati in argilla

In estate, con il cambiamento del clima, il contenuto di umidità nelle materie prime oscilla, quindi prestare molta attenzione al cambiamento del contenuto di umidità nella produzione. Quando il contenuto di umidità è basso, è necessario aggiungere acqua alla materia prima in tempo per farle raggiungere l'umidità necessaria per lo stampaggio. Quando il contenuto di umidità nella materia prima è troppo elevato, è necessario ridurre adeguatamente il contenuto di umidità nella materia prima. Può essere ridotto aggiungendo alcuni materiali secchi alla materia prima, come le ceneri volanti secche, banda del carbone, scorie, sterili di altre miniere e altre scorie di rifiuti industriali. Quando si aggiungono questi componenti alla materia prima, è necessario selezionare l'orario corretto e specificare la posizione di aggiunta. Deve essere aggiunto nella posizione di frantumazione della materia prima. In questo modo, i componenti aggiunti possono formare una buona miscela con i componenti principali della materia prima per uniformare le prestazioni della materia prima. Se il tempo di aggiunta è troppo tardi, e poi aggiungere dopo che la materia prima è stata rotta, quindi le prestazioni della materia prima non sono uniformi perché diversi materiali non possono essere completamente miscelati, Il lavoro di stampaggio non può essere eseguito senza intoppi. Questo è, la formatura può essere effettuata, ma anche la qualità del corpo verde formato è estremamente instabile. Quando si aggiunge acqua alle materie prime, è necessario prestare attenzione anche al momento dell'aggiunta dell'acqua. È necessario aggiungere il 98%~100% dell'acqua necessaria per lo stampaggio delle materie prime quando le materie prime vengono frantumate e frantumate, in modo che il contenuto di acqua delle materie prime possa soddisfare i requisiti dell'acqua di stampaggio. Non aspettare che la materia prima entri nell'estrusore per aggiungere acqua, che è troppo tardi per garantire che l'acqua aggiunta sia uniformemente dispersa nella materia prima, e anche il contenuto di acqua sulla superficie e all'interno delle particelle sarà molto diverso, che non è favorevole alla coerenza delle prestazioni delle materie prime, e causerà alcuni danni allo stampaggio e alle prestazioni del corpo verde.
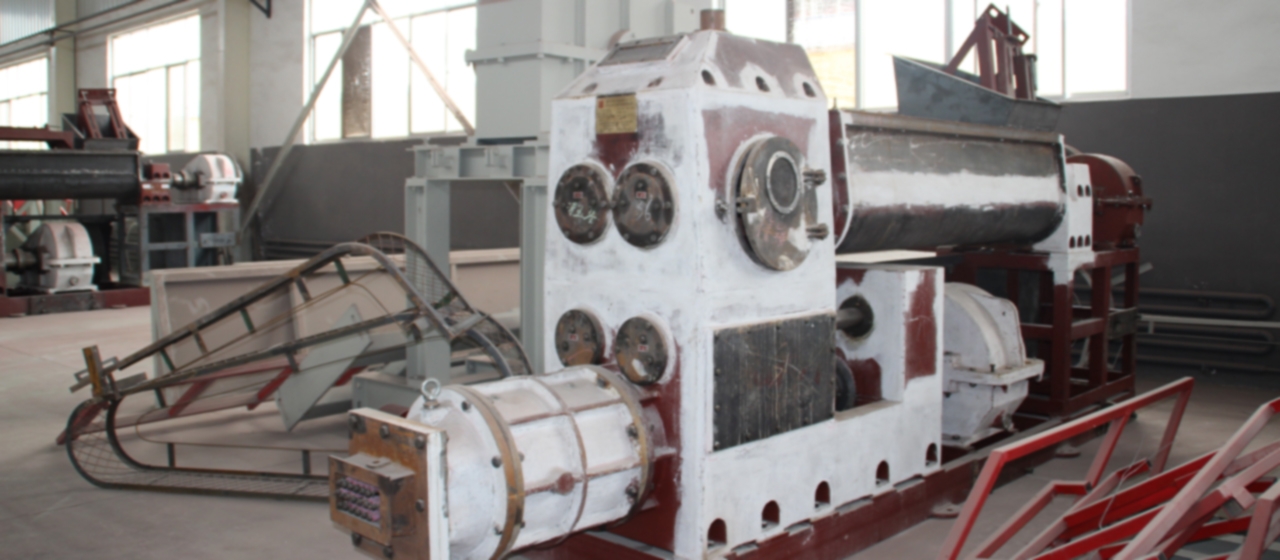
In termini di acqua lubrificante alla bocca della macchina, occorre prestare attenzione anche alla quantità di acqua aggiunta. A condizione di garantire il normale stampaggio, l'acqua dovrebbe essere aggiunta la meno possibile. Anche se lo stampaggio può essere effettuato anche con più acqua, questo farà sì che la superficie del corpo verde assorba troppa acqua, che avrà un certo impatto sul processo di essiccazione del corpo verde e sull'uniformità delle prestazioni del corpo verde. È inevitabile che si formi un fenomeno di delaminazione nel corpo di formatura utilizzando l'estrusore a vite, che è generalmente chiamata striatura a spirale. Questa trama (stratificazione) si forma per l'estrusione irregolare del fango dalla bocca della macchina attraverso la lama elicoidale. Quando le materie prime si formano in strisce di fango, speriamo di aumentare la densità del corpo verde mediante la stretta combinazione di particelle, piuttosto che per effetto dei lubrificanti. Secondo il principio dell'imballaggio più denso delle materie prime, quando la proporzione di ciascun componente è grossolana, le particelle medie e fini delle materie prime sono distribuite secondo “grande ad entrambe le estremità e piccolo al centro”, la densità del corpo verde è la più grande, questo è, le particelle possono raggiungere l'imballaggio più denso. Tutte le particelle con una dimensione particellare non possono ottenere un buon effetto di formazione, e quando la proporzione di ciascun componente è sbilanciata, non può ottenere un buon effetto di formazione, ed è facile produrre delaminazione durante la formatura.