Chine pour la fabrication de briques
La fabrication de briques dans une usine de briques est très similaire à la cuisson à la vapeur de Mantou. Casser des matières premières équivaut à moudre du blé en farine. Mélanger des matières premières avec de l'eau, c'est mélanger de la farine; Quand la boue entre dans l'entrepôt de vieillissement pour le vieillissement, cela équivaut à faire fermenter le mélange de farine dans une bassine; Le moulage consiste à transformer la boue en la forme souhaitée, qui est identique au Mantou réalisé en pétrissant la pâte fermentée, sauf que le Mantou est cuit à la vapeur, pendant que la brique est cuite à haute température.

Processus de formage commun: machine multi-godes pour la récupération des matériaux → → convoyeur à bande → → alimentateur de boîtes → → agitation secondaire → → machine à briques (remixer) → → machine de découpe → → machine de découpe → → machine de regroupement → → machine de codage → chariot de four
Processus de formage spécial: Machine multi-godets pour la récupération des matériaux → → Convoyeur à bande → → Alimentateur de caisses → → Broyeur à roues humides (ou concasseur à rouleaux) → → Deuxième agitation → → Machine à briques (remixer) → → Machine de découpe → Machine de découpe → → Machine de regroupement → Machine à coder → Chariot de four
Pour faciliter la gestion, l'entrepôt de vieillissement est généralement placé sous la direction de l'atelier de moulage. La fonction du chargeur de caisse est d'alimenter uniformément et d'empêcher le flux de matériaux de fluctuer. Un flux de matériaux inégal n'affecte pas seulement le rendement de la machine à briques, mais affecte également la qualité de la billette de brique, parce que le bassin de mélange supérieur est adjacent à la section d'extrusion, qui est relié à la chambre d'extrusion de la machine à briques. Afin d'assurer la compacité de la billette de brique, air is extracted from this chamber, which is called vacuum pumping. The denser the mud material in the upper mixing extrusion section is squeezed with the cylinder body, the better the vacuum pumping effect, and the higher the vacuum degree. En ce moment, the denser the brick blank is. But if the material flow is small, then the sealing between the upper mixing and extrusion section mud and the cylinder body is poor, the vacuum degree is low, and the compactness of the brick blank is also poor.
La fonction de l'agitation secondaire est d'ajuster la teneur en humidité de la boue pendant l'étape intermédiaire de réagitation, en ajoutant de l'eau pour que la boue atteigne ou s'approche de la teneur en humidité formée. Il existe deux types d'agitation secondaire. L'agitation secondaire traditionnelle est un mélangeur à deux axes, qui ne joue qu'un rôle d'agitation et convient à l'extrusion de plastiques souples et semi-durs; Les mélangeurs à axe unique sont équipés de sections d'extrusion, which aim to strengthen kneading and ensure even moisture content of the mud, making them suitable for hard plastic extrusion molding.
Regarding the classification of molding methods, international standards classify them according to extrusion pressure:
1. The actual molding working pressure is 0.4-1.8 MPa (commonly used in Western Europe to indicate pressure bar, 1 bar=1.02 kg/cm2), which is for soft plastic molding;
2. The actual working pressure for forming is 1.8-2.5MPa, which is considered semi hard plastic forming;
3. The actual molding working pressure is above 2.5MPa, and the highest can reach 8.0MPa for hard plastic molding.
Some countries are accustomed to dividing according to the formed moisture content.
The classification method in the United States is divided into two types: hard plastic and soft plastic. ① Hard plastic extrusion: the molding moisture is 12-20% (base humide), and the formed brick has sufficient strength, can be stacked up to 2 meters high without deformation, and can achieve one-time stacking and firing; ② Soft plastic extrusion: La teneur en humidité de la brique formée est 20-30% (base humide), et la résistance de la brique formée est faible, donc on ne peut tirer que deux fois;
Méthode de classification allemande: ①Extrusion de plastique souple: la teneur en humidité du moulage est 19-27% (base sèche), la pression de moulage réelle est 0.4-1.8 MPa, la force du testeur de pénétration de brique est 2 kg/cm2; ② Extrusion de plastique semi-dur: the molding moisture is 15-25% (base sèche), la pression de travail de moulage réelle est 1.8-2.5 MPa, et la résistance du testeur de pénétration de brique est de 2 à 3 kg/cm2; ③Extrusion de plastique dur: L'humidité de moulage est 12-16% (base sèche), et la pression de moulage réelle couramment utilisée est de 2,5 à 4,5 MPa. The strength of the brick penetration tester is ≥ 3kg/cm2.
The so-called wet basis and dry basis refer to two different expressions of the moisture content of the same raw material. Assuming the mass of the raw material is M and the free water content is M1, the percentage of M1 to M ratio is the wet basis moisture content, and the percentage of M1 to M-M1 ratio is the dry basis moisture content.
There is currently no unified classification standard in our country. En fait, diviser la méthode de moulage par pression est relativement précis, mais parfois il n'est pas nécessairement exact de le diviser par l'humidité de moulage. Par exemple, la teneur naturelle en humidité du limon du fleuve Jaune dans la section Shandong du cours inférieur du fleuve Jaune dépasse 20%. Quelle que soit la pression de moulage, sa teneur en humidité ne changera pas avec la pression de moulage, et ce type de matériau ne peut pas être extrait à l'aide d'une machine à briques en plastique souple.
La fonction du rouleau humide est double: premièrement, to reduce the critical particle size of the mud; secondly, to increase the kneading effect, making the water even, while also playing a further mixing role.
The function of roller crushing is the same as that of wheel milling, but its effect is not as good as that of wheel milling.
The functions of wheel milling, roller crushing, and secondary stirring are all aimed at making the mud easier to form. Cependant, adding processing equipment in the forming process is not as good as processing the raw materials in advance. Premièrement, after the raw materials are crushed, they belong to dry materials and are easy to handle before entering the primary stirring process. Deuxièmement, after the raw materials are processed in the raw material process, they enter the aging warehouse and undergo an aging process, which brings more benefits to the materials.
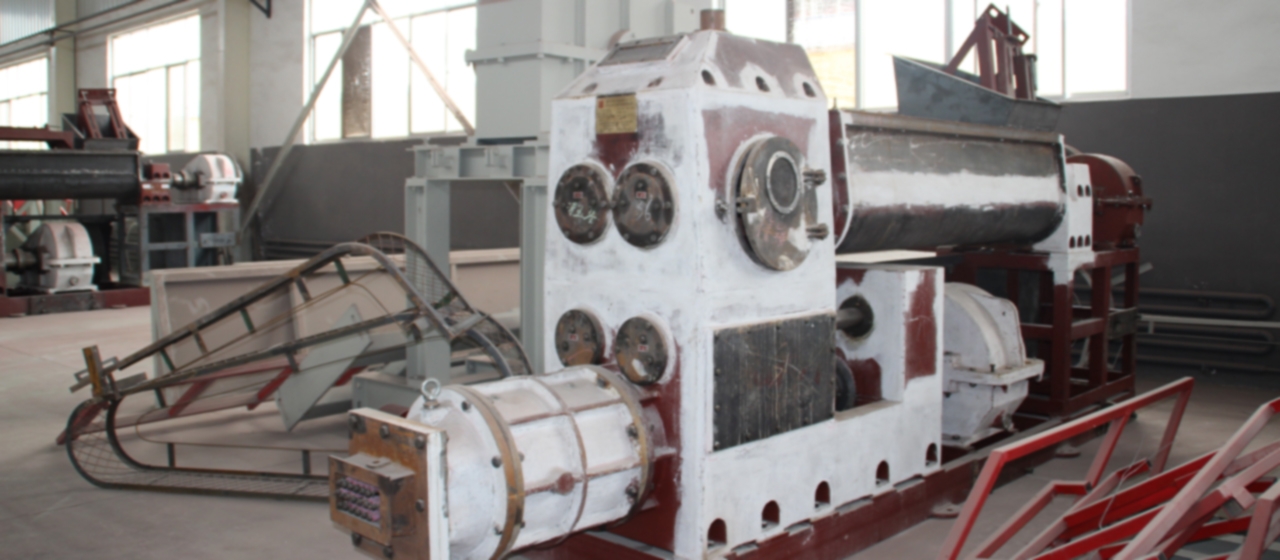
The brick machine is the core equipment for molding, which largely determines the product quality of the brick factory. Maintenant, due to the low quality requirements for bricks in the domestic construction market, notre industrie n'a pas d'exigences très élevées en matière de qualité des produits, et la qualité du produit est également faible. La grande majorité des produits sont encore principalement fabriqués avec des briques pleines, briques poreuses ordinaires, et blocs creux, donc les exigences pour les machines à briques ne sont pas élevées. Cependant, toutes les machines à briques ne peuvent pas répondre aux exigences. Le véritable développement des entreprises de production de machines à briques dans notre pays a commencé avec l'introduction d'équipements étrangers à la fin du siècle dernier.. Actuellement, Il y a plus que 100 brick machine manufacturers in China, and their development is very uneven. The leading role is played by the first manufacturer to introduce foreign equipment, because they directly digest foreign technology, so the quality is still guaranteed. Many small and medium-sized equipment manufacturers lack specialized research and development personnel, and their quality management is not strict, resulting in unsatisfactory equipment quality and after-sales service.
According to the experience of some advanced German companies, chaque type de matière première doit être conçu en fonction de ses caractéristiques pour les machines à briques. Avant la production, de multiples expériences et tests sont menés sur les matières premières, et les paramètres d'extrusion sont simulés via un système de simulation informatique. Alors, la partie centrale de l'extrudeuse est conçue en fonction de ces paramètres. Le taux de réussite de l'extrudeuse produite par cette méthode est essentiellement 100%, et l'effet d'économie d'énergie est également le meilleur. Maintenant, notre pays est incapable de répondre à cette exigence. Souvent, a set of brick machines travels across the country, whether it is coal gangue, schiste argileux, or tailings, using a set of products. It is not the brick machine that adapts to your raw materials, but the raw materials need to adapt to the brick machine, so problems are inevitable. Bien sûr, this is also a transitional or developmental period. With the improvement of product quality, the quality of brick machines will also get better and their adaptability will become stronger.
The coding machine has begun to be popularized in China, and it is the main equipment for liberating labor in the brick and tile industry, and also the future development trend.
Mechanized coding not only solves the problem of labor, but also has great benefits in improving production and product quality. Artificial palletizing not only incurs high costs, but also makes it difficult to achieve uniformity and uniformity, making it difficult to maintain consistency in the front and back of the furnace, resulting in high ventilation resistance and unstable product quality. Le code mécanique vierge peut être soigné et uniforme, cohérent devant et derrière, avec une faible résistance à la ventilation, ce qui peut améliorer la vitesse de production et rendre la qualité du produit facile à contrôler.
|
modèle
|
Capacité de production(pièces/heure)
|
pouvoir(kW)
|
Dimensions hors tout(millimètre)
|
|
JKY80/70B-40
|
35000-52000
|
200/450
|
supérieur: 6620X3030X3670 niveau inférieur; 7100X3250X2100
|
|
JKY70/60B-40
|
32000-42000
|
166/355
|
supérieur: 6420X3150X2020 niveau inférieur: 6060X3000X3530
|
|
JKY60/50B-40
|
22000-32000
|
110/280
|
supérieur: 5860X3000X3450 niveau inférieur: 5900X2800X1820
|
|
JKY55/50B-40
|
16000-24000
|
75/200
|
supérieur: 5500X2720X2500 niveau inférieur: 5500X2650X1625
|
|
JKY50/50E-40
|
12000-18000
|
55/160
|
supérieur: 5280X1000X1200 niveau inférieur: 5280X1600X1570
|