maquinaria de ladrillos chinos
¿Cuál es el motivo de la mala calidad y fragilidad de los ladrillos??

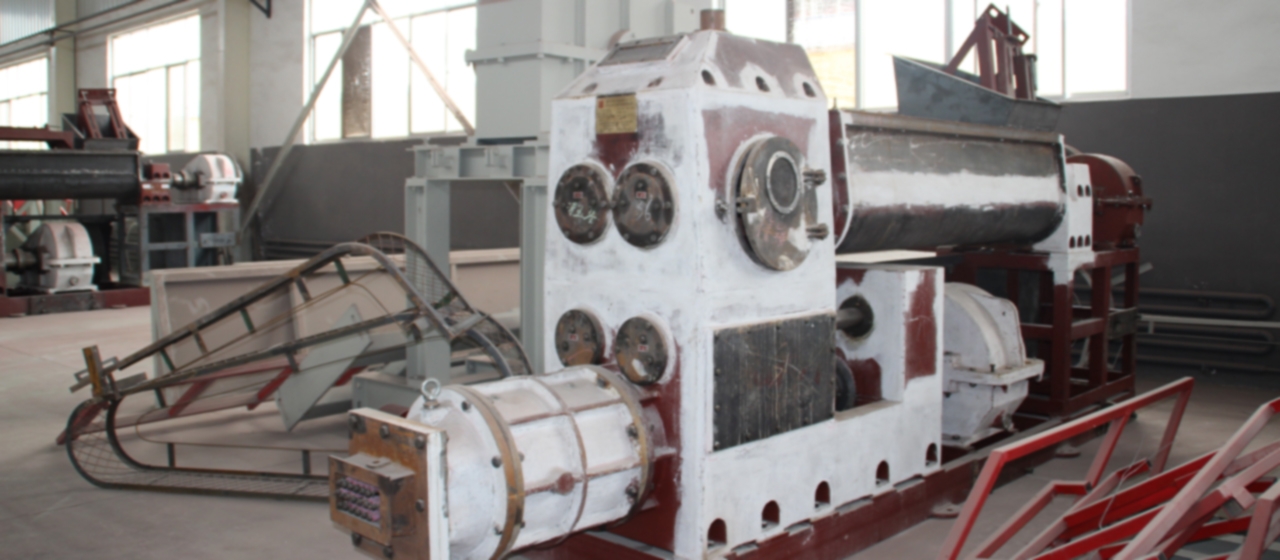
Hay muchas razones para que los ladrillos se doblen., y la razón principal deberían ser problemas mecánicos.. Como el cortador en espiral de la extrusora. (especialmente la forma estructural del cabezal cortador en espiral), cabeza de la maquina, boca de máquina, mesa de corte de palanquilla, cinta transportadora de palanquilla, etc..
La segunda razón puede ser que la humedad del moldeo es demasiado alta y la resistencia del tocho es demasiado baja.;
En tercer lugar, it may be due to the presence of too many low melting point substances in the body of the billet, which forms a large amount of liquid phase during calcination and deforms under the pressure of the upper body, causing it to bend. Porque cada tipo de material contenido en la carrocería tiene un límite de altura corporal razonable y específico., que se llama altura corporal razonable.
La superficie rugosa del ladrillo se debe principalmente al procesamiento insuficiente de las materias primas y a las partículas gruesas en el material del cuerpo..
The quality of bricks is always poor and fragile, and the first thing to check is whether the performance of the raw materials meets the requirements of sintered bricks. Si los minerales arcillosos contenidos en las materias primas son muy pocos o el contenido de montmorillonita es demasiado alto, También puede provocar una mala calidad y fragilidad del producto.;
En segundo lugar, Se debe verificar cuidadosamente el rendimiento del extrusor que están utilizando.. The poor quality of the billet extruded by the extruder can also cause the product to be fragile;
En tercer lugar, review whether the chosen process is reasonable. Por ejemplo, El procesamiento inadecuado de las materias primas también puede provocar una mala calidad del producto..
There are two main reasons for the collapse of the pre tropical slab:
① La zona pretropical es demasiado corta, la temperatura sube demasiado rápido, y la temperatura y la humedad son demasiado altas;
② La palanquilla que ingresa al horno no está completamente seca..
La solución es la siguiente.:
① If the preheating zone is too short, it should be considered from the design of the kiln: ampliar adecuadamente la zona de precalentamiento. Si el diseño original no es lo suficientemente largo, the fire of the firing zone can be moved back in operation, que puede extender adecuadamente la longitud de la zona de precalentamiento.
Al mismo tiempo, en el diseño, Se debe agregar un ventilador de extracción de humedad a la zona de precalentamiento para eliminar la humedad de la zona de precalentamiento..
② Fortalecer la intensidad de secado del horno de secado.: para garantizar que las palanquillas expulsadas del horno de secado estén completamente secas. (puede preservar 5-7% agua residual en plántulas). Al comprobar la palanquilla que sale del horno de secado, es necesario comprobar si el centro de la vagoneta del horno está completamente seco. A menudo, la superficie alrededor está seca, pero la temperatura en el medio sigue siendo alta, ¿Cuál es la razón principal del precalentamiento del tocho invertido?.

③ Cambie el método de codificación y controle la densidad de codificación.
La densidad más adecuada para la preforma debe ser: 230-260 bloques/m3. Y debe seguir el principio de escasez media y bordes densos.. Especialmente el pasaje central debe dejarse más grande para asegurar una ventilación adecuada y la eliminación de la humedad..