Fabricación de ladrillos en una fábrica de ladrillos.
La fabricación de ladrillos en una fábrica de ladrillos es muy similar a cocinar Mantou al vapor.. Romper las materias primas equivale a moler el trigo hasta convertirlo en harina.. Mezclar materias primas con agua es mezclar harina.; Cuando el barro entra al almacén de envejecimiento para envejecer., equivale a fermentar la harina mezclada en un recipiente; El moldeado consiste en procesar el barro hasta darle la forma deseada., que es idéntico al Mantou elaborado amasando la masa fermentada, excepto que el Mantou se cuece al vapor, mientras el ladrillo se cuece a alta temperatura.

Proceso de formación común: máquina de cubos múltiples para recuperación de material → → cinta transportadora → → alimentador de cajas → → agitación secundaria → → máquina de ladrillos (re mezclando) → → máquina cortadora → → máquina cortadora → → máquina agrupadora → → máquina codificadora → carro del horno
Proceso de conformado especial: Máquina de cucharas múltiples para recuperación de material → → Cinta transportadora → → Alimentador de cajas → → Molino de ruedas húmedas (o trituradora de rodillos) → → Segunda agitación → → Máquina de ladrillos (re mezclando) → → Máquina cortadora → Máquina cortadora → → Máquina agrupadora → Máquina codificadora → Vagón de horno
Para facilitar la gestión, El almacén de envejecimiento generalmente está bajo la dirección del taller de moldeo.. La función del alimentador de cajas es alimentar uniformemente y evitar que el flujo de material fluctúe.. El flujo desigual de material no solo afecta el rendimiento de la máquina de ladrillos, pero también afecta la calidad del tocho de ladrillo., porque la piscina de mezcla superior está adyacente a la sección de extrusión, que está conectado a la cámara de extrusión de la máquina de ladrillos. Para garantizar la compacidad del tocho de ladrillo., El aire se extrae de esta cámara., que se llama bombeo al vacío. Cuanto más denso es el material de lodo en la sección de extrusión de mezcla superior, se exprime con el cuerpo del cilindro., mejor será el efecto de bombeo al vacío, y cuanto mayor sea el grado de vacío. En este momento, cuanto más denso es el ladrillo en bruto. Pero si el flujo de material es pequeño, entonces el sellado entre el lodo de la sección superior de mezcla y extrusión y el cuerpo del cilindro es deficiente, el grado de vacío es bajo, y la compacidad del ladrillo en bruto también es pobre.
La función de la agitación secundaria es ajustar el contenido de humedad del lodo durante la etapa intermedia de re agitación., agregando agua para hacer que el lodo alcance o se acerque al contenido de humedad formado. Hay dos tipos de agitación secundaria.. La agitación secundaria tradicional es una mezcladora de doble eje., que solo juega un papel de agitación y es adecuado para la extrusión de plásticos blandos y semiduros; Los mezcladores de un solo eje están equipados con secciones de extrusión., cuyo objetivo es fortalecer el amasado y garantizar un contenido uniforme de humedad del barro., haciéndolos adecuados para el moldeo por extrusión de plástico duro.
En cuanto a la clasificación de los métodos de moldeo., Las normas internacionales los clasifican según la presión de extrusión.:
1. La presión de trabajo real del moldeo es 0.4-1.8 MPa (comúnmente utilizado en Europa occidental para indicar barras de presión, 1 barra=1,02 kg/cm2), que es para moldeo de plástico blando;
2. La presión de trabajo real para el conformado es de 1,8 a 2,5 MPa., que se considera plástico semiduro;
3. La presión de trabajo real del moldeo es superior a 2,5 MPa., y el más alto puede alcanzar 8.0MPa para moldeo de plástico duro.
Algunos países están acostumbrados a dividir según el contenido de humedad formado..
El método de clasificación en Estados Unidos se divide en dos tipos: plástico duro y plástico blando. ① Extrusión de plástico duro: la humedad del moldeo es 12-20% (base húmeda), y el ladrillo formado tiene suficiente resistencia., se puede apilar hasta 2 metros de altura sin deformaciones, y puede lograr apilamiento y disparo por única vez; ② Extrusión de plástico blando: El contenido de humedad del ladrillo formado es 20-30% (base húmeda), y la resistencia del ladrillo formado es baja., entonces solo se puede disparar dos veces;
método de clasificación alemán: ① Extrusión de plástico blando: El contenido de humedad del moldeo es 19-27% (base seca), La presión de moldeo real es 0.4-1.8 MPa, La fuerza del probador de penetración de ladrillos es 2 kilogramos/cm2; ② Extrusión de plástico semiduro: la humedad del moldeo es 15-25% (base seca), La presión de trabajo real del moldeo es 1.8-2.5 MPa, y la resistencia del probador de penetración de ladrillos es de 2-3 kg/cm2; ③ Extrusión de plástico duro: La humedad del moldeo es 12-16% (base seca), Y la presión de moldeo real comúnmente utilizada es de 2,5 a 4,5 MPa.. La resistencia del probador de penetración de ladrillos es ≥ 3 kg/cm2..
Las denominadas base húmeda y base seca hacen referencia a dos expresiones distintas del contenido de humedad de una misma materia prima.. Suponiendo que la masa de la materia prima es M y el contenido de agua libre es M1, el porcentaje de la relación M1 a M es el contenido de humedad en base húmeda, y el porcentaje de la relación M1 a M-M1 es el contenido de humedad en base seca.
Actualmente no existe una norma de clasificación unificada en nuestro país.. En realidad, dividir el método de moldeo por presión es relativamente preciso, pero a veces no es necesariamente exacto dividirlo por la humedad del moldeo. Por ejemplo, El contenido de humedad natural del limo del río Amarillo en la sección Shandong de la parte baja del río Amarillo supera 20%. No importa qué tan alta sea la presión de moldeo, su contenido de humedad no cambiará con la presión de moldeo, y este tipo de material no se puede exprimir con una máquina de ladrillos de plástico blando.
La función del rodillo húmedo es doble.: en primer lugar, para reducir el tamaño crítico de partículas del lodo; en segundo lugar, para aumentar el efecto de amasado, nivelando el agua, al mismo tiempo que desempeña un papel de mezcla adicional.
La función de trituración de rodillos es la misma que la de fresado de ruedas., pero su efecto no es tan bueno como el del fresado con ruedas..
Las funciones del fresado de ruedas., trituradora de rodillos, y la agitación secundaria tienen como objetivo hacer que el lodo sea más fácil de formar.. Sin embargo, Agregar equipo de procesamiento en el proceso de formación no es tan bueno como procesar las materias primas por adelantado.. En primer lugar, después de triturar las materias primas, pertenecen a materiales secos y son fáciles de manipular antes de entrar al proceso de agitación primaria. En segundo lugar, después de que las materias primas se procesan en el proceso de materia prima, Entran en el almacén de envejecimiento y se someten a un proceso de envejecimiento., lo que aporta más beneficios a los materiales.
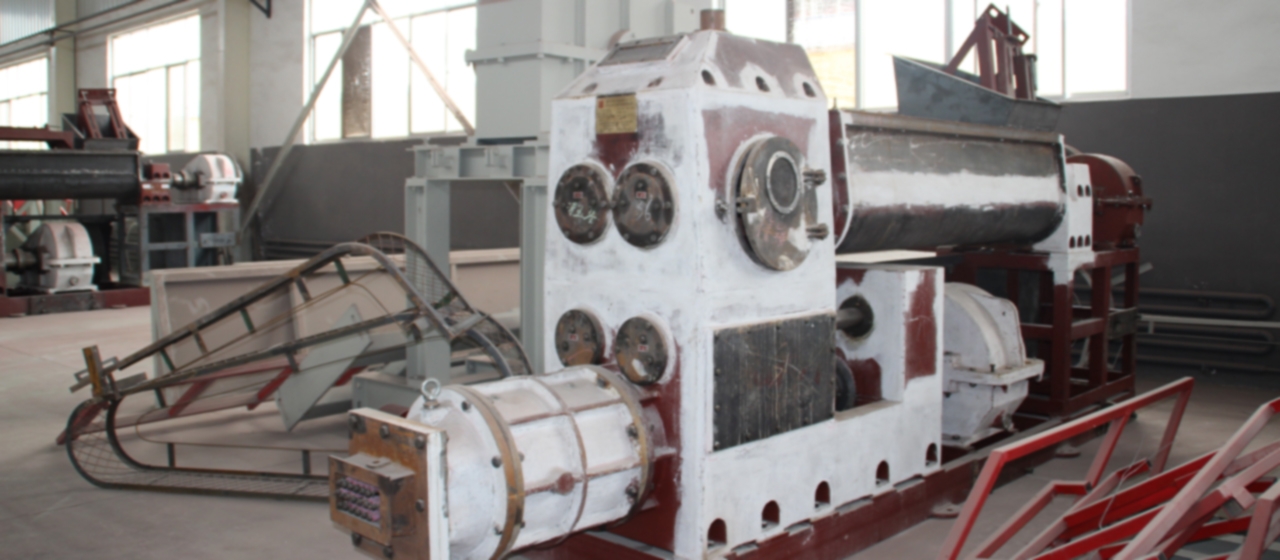
La máquina de ladrillos es el equipo principal para el moldeado., que determina en gran medida la calidad del producto de la fábrica de ladrillos.. Actualmente, debido a los bajos requisitos de calidad para los ladrillos en el mercado de la construcción nacional, Nuestra industria no tiene requisitos muy altos para la calidad del producto., y el grado del producto también es bajo. La gran mayoría de los productos todavía se fabrican principalmente con ladrillos macizos., ladrillos porosos ordinarios, y bloques huecos, por lo que los requisitos para las máquinas de ladrillos no son altos. Sin embargo, no todas las máquinas de ladrillos pueden cumplir los requisitos. El verdadero desarrollo de las empresas productoras de máquinas para fabricar ladrillos en nuestro país comenzó con la introducción de equipos extranjeros a finales del siglo pasado.. Actualmente, hay más de 100 fabricantes de máquinas de ladrillos en China, y su desarrollo es muy desigual. El papel principal lo desempeña el primer fabricante en introducir equipos extranjeros, porque digieren directamente la tecnología extranjera, entonces la calidad aún está garantizada. Muchos fabricantes de equipos pequeños y medianos carecen de personal especializado en investigación y desarrollo., y su gestión de calidad no es estricta, lo que resulta en una calidad del equipo y un servicio posventa insatisfactorios.
Según la experiencia de algunas empresas alemanas avanzadas, cada tipo de materia prima debe diseñarse según sus características para máquinas ladrilleras. Antes de la producción, Se realizan múltiples experimentos y pruebas sobre las materias primas., y los parámetros de extrusión se simulan a través de un sistema de simulación por computadora. Entonces, La parte central de la extrusora está diseñada en base a estos parámetros.. La tasa de éxito de la extrusora producida por este método es básicamente 100%, y el efecto de ahorro de energía también es el mejor. Actualmente, nuestro país no puede cumplir con este requisito. A menudo, un conjunto de máquinas de ladrillos viaja por todo el país, si es ganga de carbón, esquisto, o relaves, utilizando un conjunto de productos. No es la máquina ladrillera la que se adapta a tus materias primas, pero las materias primas deben adaptarse a la máquina de ladrillos., entonces los problemas son inevitables. por supuesto, Este también es un período de transición o desarrollo.. Con la mejora de la calidad del producto., La calidad de las máquinas de ladrillos también mejorará y su adaptabilidad será más fuerte..
La máquina de codificación ha comenzado a popularizarse en China, y es el principal equipo para liberar mano de obra en la industria del ladrillo y la teja., y también la tendencia de desarrollo futuro.
La codificación mecanizada no sólo resuelve el problema de la mano de obra, pero también tiene grandes beneficios en el aumento de la producción y la calidad del producto.. El paletizado artificial no sólo supone unos costes elevados, pero también dificulta lograr uniformidad y uniformidad., lo que dificulta mantener la consistencia en la parte delantera y trasera del horno, lo que resulta en una alta resistencia a la ventilación y una calidad inestable del producto. El código mecánico en blanco puede ser limpio y uniforme., consistente delante y detrás, con baja resistencia a la ventilación, Lo que puede mejorar la velocidad de producción y hacer que la calidad del producto sea fácil de controlar..
- Parámetros técnicos y de rendimiento:
| modelo
Modelo |
JKY55/55-40
JKY55/55-40 |
Observación
Observaciones |
| Capacidad de producción (bloques/hora)
Capacidad de producción (piezas/hora) |
12000~17000 (ladrillo estándar)
12,000~17.000 piezas (ladrillo estándar) |
|
| Presión de extrusión (MPa)
Presión de extrusión (MPa) |
≥4,0
≥4,0 |
|
| Equipado con potencia (KW)
Potencia requerida (kilovatios) |
Superior:YY315s-6/75kw
Plataforma superior: YY315s-6/75kw |
|
| subordinar:Y355m-6/200kw
Etapa inferior: Y355m-6/200kw |
||
| presión de vacío
Presión de vacío |
≥-0.092
≥-0.092 |
|
| Velocidad del husillo (rev/min)
Velocidad del eje principal (rpm) |
Superior:38
Plataforma superior: 38rpm |
|
| subordinar:25
Etapa inferior: 25rpm |
||
| Contenido de humedad del moldeo (% de base húmeda)
Conformación del contenido de humedad (base húmeda %) |
16 ~ 20
16 ~ 20 |
|
| Índice de plasticidad de la materia prima
Índice de plasticidad de la materia prima |
7 ~ 15
7 ~ 15 |
|
| Equipado con reductor
reductor requerido |
Superior:ZLY600D i=10,89
Plataforma superior: ZLY600D i=10,89 |
|
| subordinar:ZLY960B i=15,95
Etapa inferior: ZLY960B i=15,95 |
||
| Equipado con cinturón triangular.
Correa trapezoidal requerida |
Superior:7—SPB-4700
Plataforma superior: 7-SPB-4700 |
|
| subordinar:9 — SPC-5500
etapa baja: 9-SPC-5500 |
||
| Equipado con bomba de vacío (tipo anillo de agua)
Bomba de vacío requerida (tipo de circulacion de agua) |
2SK ~ 6 ~2SK-12
2SK ~ 6 ~2SK-12 |
|
| Equipado con motor:Y15 ~ 22KW
Motor eléctrico requerido: Y15 ~ 22KW |
||
| Dimensiones totales mm largo × ancho × alto
Dimensión total mm largo × ancho × alto |
5350×5550×2510
5,350×5,550×2,510 |
|
| Los parámetros relevantes anteriores variarán debido a las diferentes materias primas o tipos de ladrillos.。
Los parámetros relacionados anteriores pueden cambiar debido a diferentes materias primas o tipos de ladrillos.. |
||