Ziegelmaschinen aus China
Was ist der Grund für die schlechte Qualität und Zerbrechlichkeit von Ziegeln??

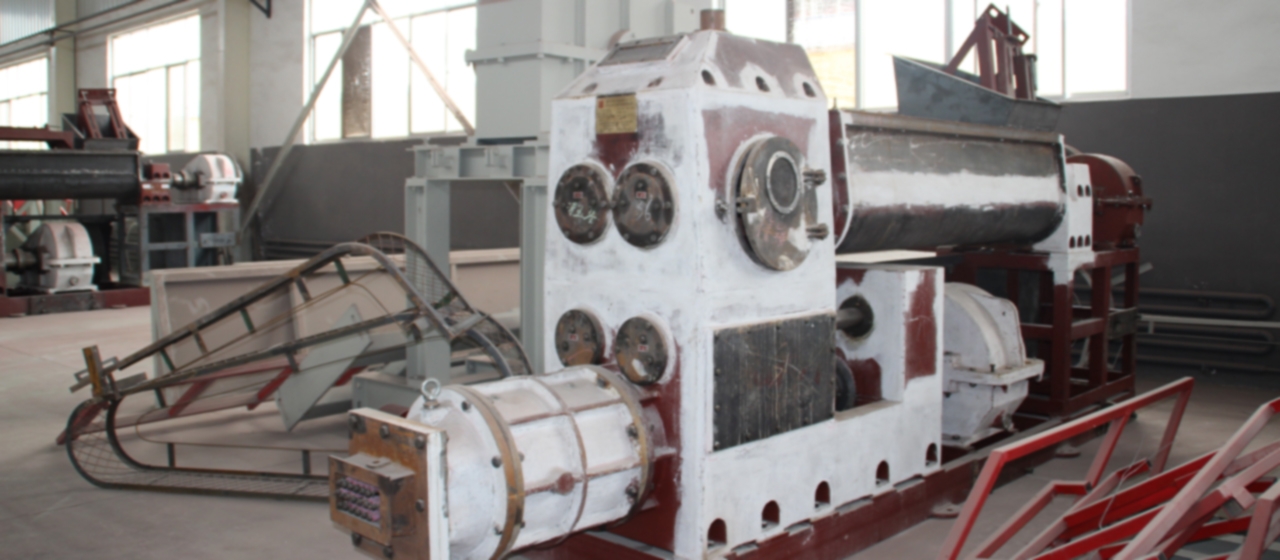
Es gibt viele Gründe für das Biegen von Ziegeln, und der Hauptgrund dürften mechanische Probleme sein. Wie zum Beispiel der Spiralschneider des Extruders (insbesondere die Bauform des Spiralmesserkopfes), Maschinenkopf, Maschinenmund, Billet-Schneidetisch, Billet-Förderband, etc.
Der zweite Grund kann sein, dass die Formfeuchtigkeit zu hoch und die Festigkeit des Barrens zu gering ist;
Drittens, Dies kann daran liegen, dass zu viele Substanzen mit niedrigem Schmelzpunkt im Blockkörper vorhanden sind, das beim Kalzinieren eine große Menge flüssiger Phase bildet und sich unter dem Druck des Oberkörpers verformt, wodurch es sich verbiegt. Weil jede Art von Material, das im Körper enthalten ist, eine bestimmte angemessene Grenze für die Körpergröße hat, was als angemessene Körpergröße bezeichnet wird.
Die raue Oberfläche des Ziegels wird hauptsächlich durch unzureichende Verarbeitung der Rohstoffe und grobe Partikel im Massematerial verursacht.
Die Qualität von Ziegeln ist immer schlecht und brüchig, Und zunächst muss geprüft werden, ob die Leistung der Rohstoffe den Anforderungen von Sintersteinen entspricht. Wenn die in den Rohstoffen enthaltenen Tonmineralien zu gering oder der Montmorillonitgehalt zu hoch ist, es kann auch zu schlechter Produktqualität und Zerbrechlichkeit führen;
Zweitens, Man sollte die Leistung des verwendeten Extruders sorgfältig prüfen. Die schlechte Qualität des vom Extruder extrudierten Knüppels kann auch dazu führen, dass das Produkt brüchig wird;
Drittens, Überprüfen Sie, ob das gewählte Verfahren sinnvoll ist. Zum Beispiel, Auch eine unzureichende Verarbeitung der Rohstoffe kann zu einer schlechten Produktqualität führen.
Es gibt zwei Hauptgründe für den Einsturz der vortropischen Erdplatte:
① Die vortropische Zone ist zu kurz, die Temperatur steigt zu schnell, und die Temperatur und Luftfeuchtigkeit sind zu hoch;
② Der in den Ofen eintretende Knüppel ist nicht vollständig trocken.
Die Lösung ist wie folgt:
① Wenn die Vorheizzone zu kurz ist, Dies sollte bei der Konstruktion des Ofens berücksichtigt werden: Vorwärmzone entsprechend erweitern. Wenn das ursprüngliche Design nicht lang genug ist, Das Feuer der Schießzone kann wieder in Betrieb genommen werden, Dadurch kann die Länge der Vorwärmzone entsprechend verlängert werden.
Zur selben Zeit, in dem Design, Der Vorwärmzone sollte ein Feuchtigkeitsabsaugventilator hinzugefügt werden, um die Feuchtigkeit aus der Vorwärmzone zu entfernen.
② Verstärken Sie die Trocknungsintensität des Trockenofens: um sicherzustellen, dass die aus dem Trockenofen ausgeschobenen Scheite vollständig trocken sind. (Konservieren kann 5-7% Restwasser in Sämlingen). Bei der Kontrolle des Knüppels, der aus dem Trockenofen kommt, Es ist zu prüfen, ob die Mitte des Ofenwagens vollständig trocken ist. Oft, Die Oberfläche rundherum ist trocken, aber die Temperatur in der Mitte ist immer noch hoch, Dies ist der Hauptgrund für das Vorwärmen des umgedrehten Knüppels.

③ Ändern Sie die Kodierungsmethode und steuern Sie die Kodierungsdichte.
Die für den Vorformling geeignetere Dichte sollte sein: 230-260 Blöcke/m3. Und es sollte dem Prinzip mittlerer Sparsamkeit und dichter Kanten folgen. Vor allem der mittlere Durchgang sollte größer sein, um eine gute Belüftung und Feuchtigkeitsableitung zu gewährleisten.